
Тази статия е част от много материали за завода INTERSKOL-Alabuga, една от малкото предприятия за производство на електроинструменти и дребномащабна механизация в Русия. Още по-забележително е фактът, че това е най-новата производствена площадка в страната ни, пусната в експлоатация през 2014 г. В бъдеще, след стартирането на трите планирани опашки, ИНТЕРСКОЛ-Алабуга ще стане най-голямата производствена база в Руската федерация, способна да произвежда до 5 милиона единици готови продукти на година, покриващи около 25% от нуждите на местния пазар на инструменти.
Междувременно нека поговорим за първия етап на завода, който е почти напълно работещ от самото му стартиране. Мощното, модерно и високотехнологично предприятие без съмнение заслужава най-внимателното и изчерпателно изучаване отвътре и отвън. Добре дошли в утрешния ден на електроинструмента и производството на електроинструменти! 
Всички материали:
- "Interskol-Алабуга". Метално леене, обработка и боядисване.
- "Interskol-Алабуга". Леене на пластмаси, монтаж и контрол на качеството.
- "Interskol-Алабуга". Производство на електродвигатели, част 1.
- "Interskol-Алабуга". Непроизводствена област.
Този материал е продължение на този запис.
Следващата производствена линия превръща заготовката в пълен ротор. Това е роботизиран конвейер, на който се извършват десетки операции. Най-вече, този раздел е подобен на растението в завода, където десетки металообработващи машини работят в един хармоничен комплекс с минимално човешко участие: на приемната платформа се поставя празно място и след известно време можете също да вземете готовия ротор. 
Заготовките се движат по конвейера в специални палети. Преди началото на технологичната операция манипулаторът изважда обработвания детайл от палета, поставя го в инсталацията и връща обратно частта към палета. Детайлът се придвижва към следващата инсталация. 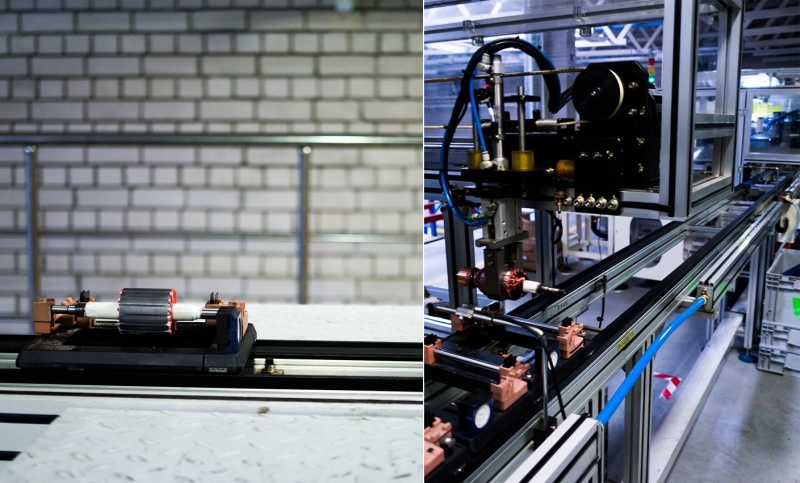
Помислете за някои от операциите по-близо. За справка: в този материал те не са в хронологичен ред. Отляво - бункер за изолационни шайби, те са едни от първите, които се монтират в посока на конвейера. Отдясно - инсталацията за навиване на ротора. Невъзможно е да се предаде красотата и елегантността на този процес чрез фотографията, но прикаченото видео ви дава възможност напълно да оцените скоростта и точността на навиващата машина. 
https://www.youtube.com/embed/F1CaQbVu_hI
На този етап инсталацията на колекторите се осъществява чрез закрепване на ламелите към кабелите за намотаване (снимка вдясно). Сгъстеният въздух се подава през гофрирана синя тръба, за да се охладят точките за запояване. 
Друга операция е инсталирането на вентилатор, който се притиска върху съответния врат на вала на ротора. 
Тези възли са отговорни за изолирането на роторната опаковка, инсталирането на клина и премахването на колекторни ламели. 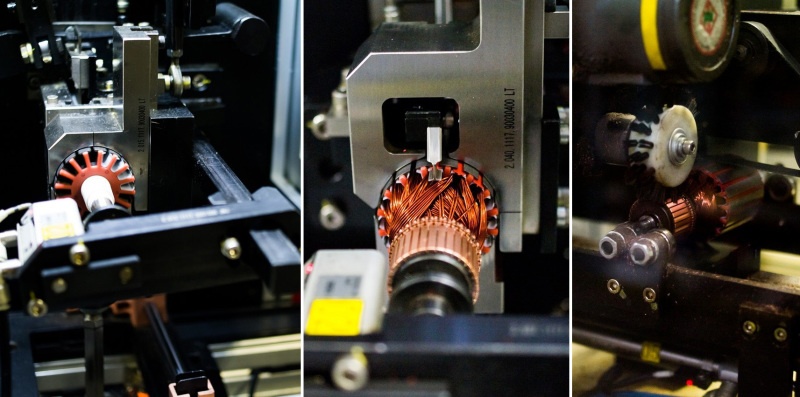
В една от камерите се извършва лазерна маркировка, стъклото на визуалния прозорец се оцветява, за да се защити визията на оператора. 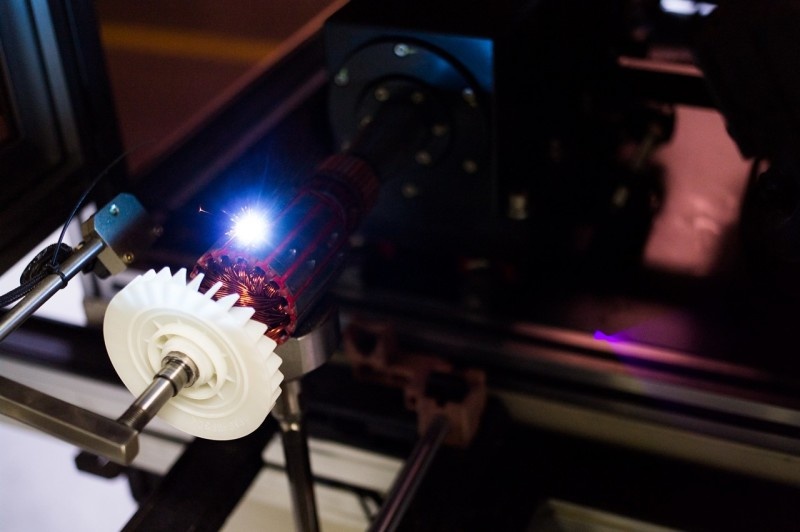
Ето автоматичното балансиране на ротора. 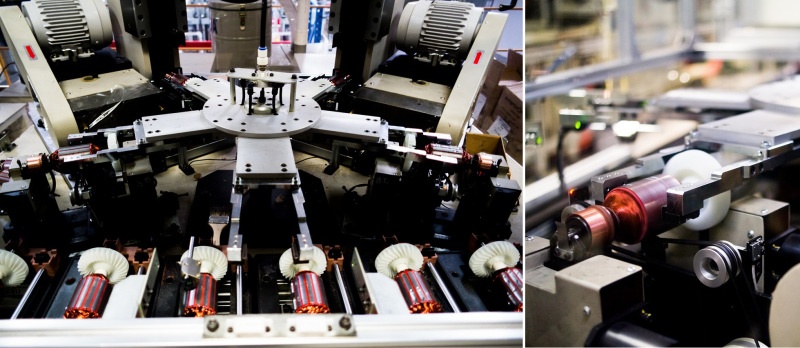
Капковото покритие с лак е доста мръсен процес, за него е отделена отделна зона в завода. Подробностите се зареждат в приемната камера (снимката отляво), следващата процедура е автоматизирана (снимката отдясно е от работната площ на инсталацията). 
Готовите ротори се доставят до склада на компонентите и оттам до монтажа. Снимката показва ротор в секция на таблицата на технолога, която проверява качеството на импрегнирането. 
статор
Подобно на ротора, статорът на електрическия мотор започва с основата си - пакета от метални пластини. Между другото, опаковки от котва и статор се правят на една стъпка с прецизна високоскоростна преса, при която ламаринен метал се подава от ролки. 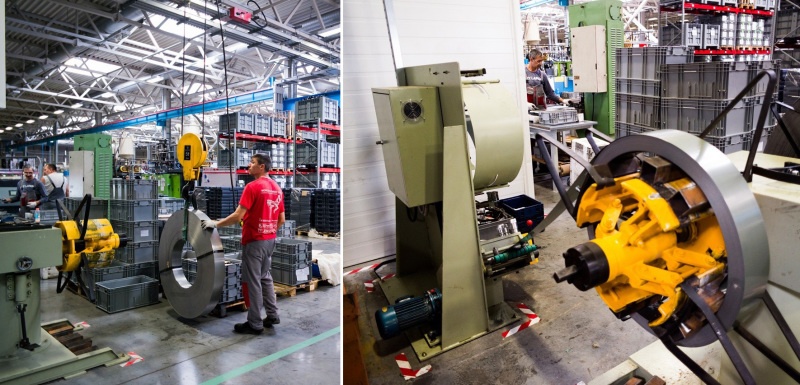
Снимката показва работната площ на тази високоскоростна преса (до 300 удара в минута): в резултат операторът получава готов пакет от статорни плочи, които могат да се компресират. 
Стационарният пакет е готов за по-нататъшен монтаж! 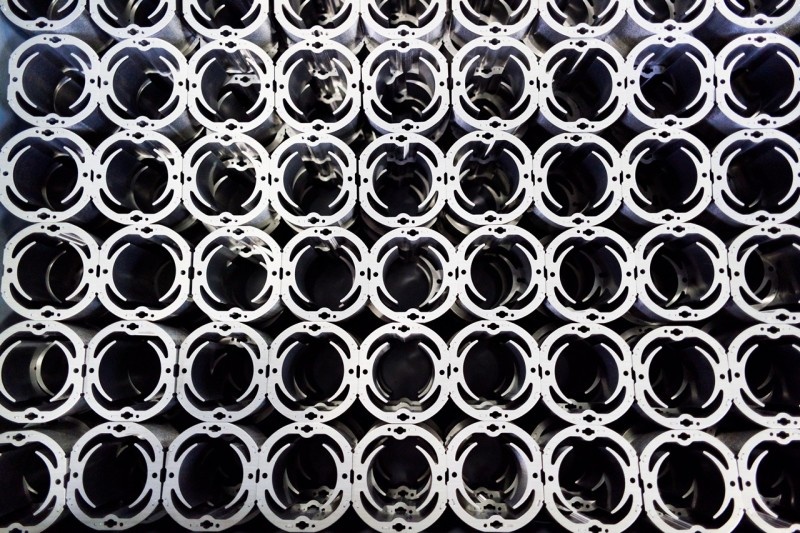
След това частта се изпраща до роботизирания конвейер, където е монтиран и навит статор. Линията е автоматизирана, операторът трябва само да зареди компоненти и да премахне готовата част на електрическия мотор. 
Един от ключовите процеси е навиването на емайловата жица. Манипулаторът взима част от конвейера и го премества в една от станциите на автоматизираната линия. Колелото изпълнява бутални движения и главата му се върти около една ос и всичко се случва с много висока скорост. След приключване на операцията манипулаторът връща частта към конвейера, която ще бъде изпратена до следните станции. 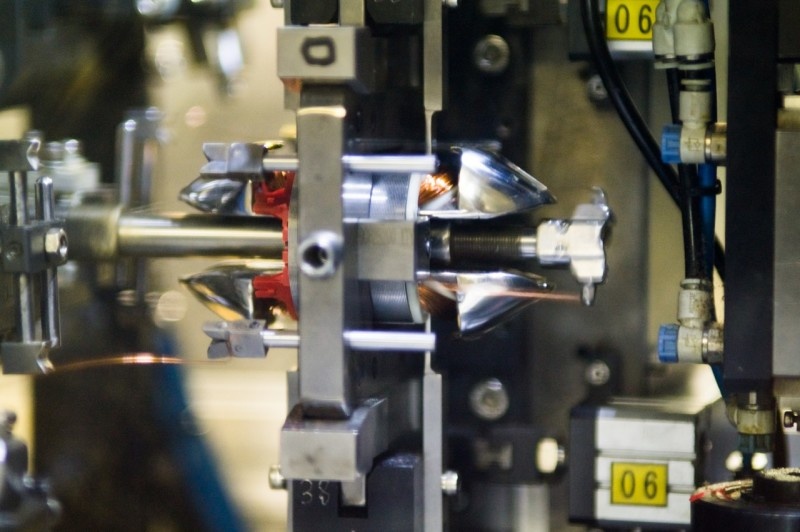
Събраните статори се накисват с лак върху импрегнираща машина. Товаренето и разтоварването им се извършва ръчно от оператора, а останалата част се извършва автоматично: частите се превъртат и накисват с лак в метода на капките. 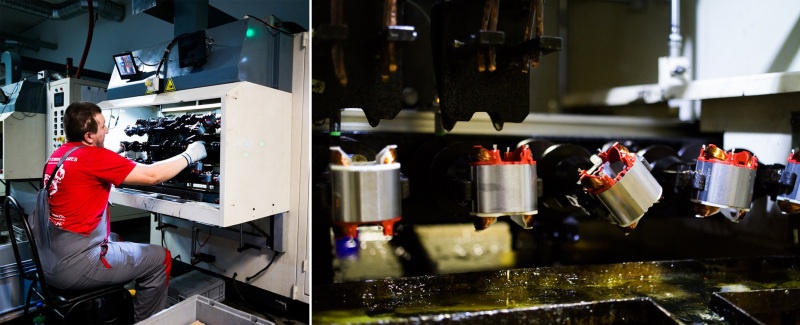
В действителност, при производството на статора, само две операции се извършват ръчно. Първият е навиване на оловните проводници: те са свързани ръчно, след което статорът е термично обработен, за да се свие изолацията. 
Втората е резервирането на намотките. Операторът свързва терминалите на статора към инсталацията, която спуска частта във ваната и осигурява напрежение. В резултат на това намотката се нагрява до 50-70 градуса по Целзий и под влиянието на температурата се получава синтероване на покритието с прахообразно покритие. Излишъкът от прах върху магнитната сърцевина лесно се издухва от поток сгъстен въздух. 